(1)")
| Catalog No. | DP2792 |
|---|---|
| Appearance | Gray metallic powder |
| Synonyms | IN713C |
| Grade | Alloy Grade: K418(K18), 518 Related Grades: INCO713C |
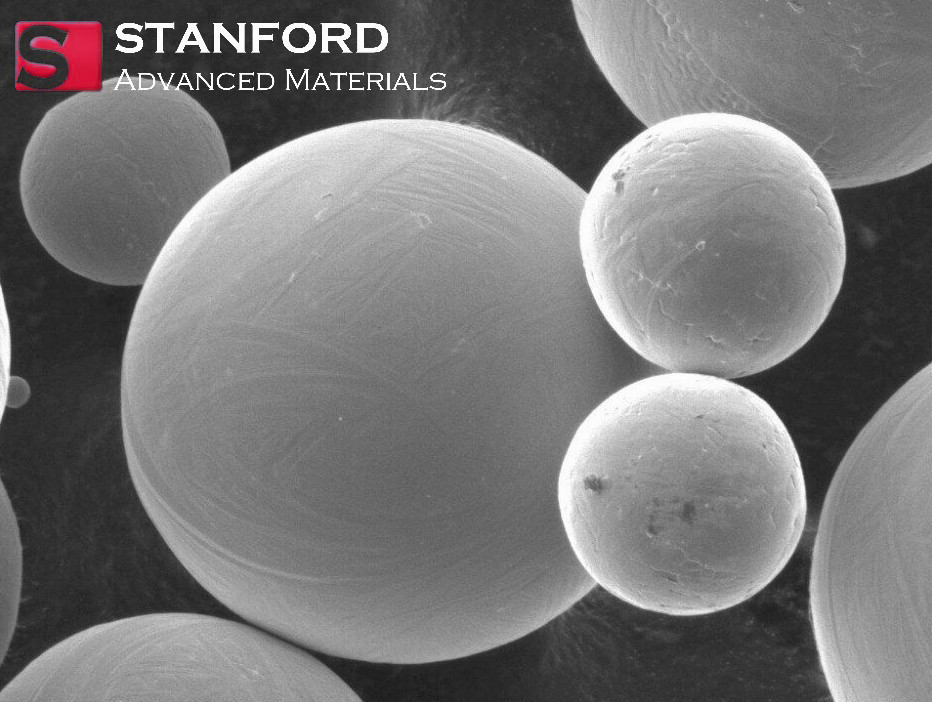
Stanford Advanced Materials (SAM) provides Inconel 713C Powder (Alloy 713C, N06625) suitable for 3D Printing applications. As the additive manufacturing industry advances, so will our additive manufacturing powder product offerings.
Inconel 713C (Alloy 713C, N06625) Powder is a precipitation-hardening nickel-chromium-based cast alloy. It possesses excellent strength properties up to 1800 (980). The alloy has good castability and excellent resistance to oxidation and thermal fatigue. Its high-temperature strength and ductility make this alloy suitable for use as vane material and first stage blading for jet aircraft, guide vanes for industrial turbines, press forging dies, and extrusion dies.
| Product Name | Inconel 713C (Alloy 713C, N06625) Powder |
| Alloy Grade | K418(K18), 518 |
| Related Grades | INCO713C |
| Composition | C 0.03-0.07 Cr 11.00-13.00 Ni Bal Co 1.00 max Mo 3.80-5.20Al 5.50-6.50 Ti 0.40-1.00 Fe 0.50 max Nb 1.50-2.501 |
| Size Grades | -105+45micron
-53+15micron |
| ASTM | / |
| AMS Specification | 5391 |
Forging
Inconel 713C (Alloy 713C, N06625) is in fact a cast alloy and is not easy to forge, due largely to the preponderance of precipitation elements that must be put into solution prior to forging. On the one hand high temperatures are required to affect this solution and on the other hand the finish forging temperature in itself must be fairly high. We must not forget the high-temperature strength of this alloy, and even with its good high-temperature ductility the hot working process will be difficult. The alloy may be forged between around 2200/1900 (1205/1040).
Heat Treatment
Inconel 713C Powder is normally used in the as-cast condition, but an improvement in the 1700/1900 (925/1040) stress rupture life may be obtained by a solution treatment for 2 hours at 2150 (1175) followed by air cooling. Material under this condition, being tested under stress at 1350 (730) showed a marked decrease in rupture life and ductility. A stabilizing treatment, however, at 1700 (925) for 16 hours, followed by air cooling, restores the 1350 properties as well as maintaining the high temperature properties. Precipitation treatment is best carried out between 1470/1650 (800/900).
Machinability
Inconel 713C Powder has a very high rate of work hardening and as such is very difficult to machine. Tools must of course be very sharp and equipment extremely rigid. It is best to put this work in the hands of those most familiar with it. It has been suggested that final machining be done following precipitation treatment.
Weldability
The grade is not weldable according to the normal definition, but some success has been noted when welding 713C to other more weldable metals, or matched welds in light sections under little stress. Hastelloy W or Inconel filler metal 92 may be used in the gas tungsten arc process.